注塑加工是生产高分子制品最多的加工方法,揭示高分子注塑加工中结构生成规律,对于建立注塑加工-结构-性能关系具有重要意义。然而,由于高分子多尺度结构在注塑加工复杂热机械环境下发生急速演变,目前很难通过传统表征手段来捕捉上述多尺度结构的变化过程。
基于此,四川大学高分子科学与工程学院塑料高性能化加工与装备课题组基于上海同步辐射光源的高通量、高时间和空间分辨、高穿透(毫米级样品厚度)X射线衍射(散射)技术,在上海光源工业实验站研制了工业级注塑加工在线表征平台(图1)。采用全电动工业级注塑机,提供实际工业水平的注塑加工外场,包括剪切场、压力场以及温度场;利用二维位移平台承载注塑装置及注塑模具,并实现注塑装置微米级的移动,从而精确对准X射线光斑;设计具有在线监测窗口的注塑模具,使X射线完全透过而不产生干扰。利用该注塑加工在线表征平台,实现了高分子在注塑加工中晶体结构演变的X射线衍射及散射信息的同时采集。
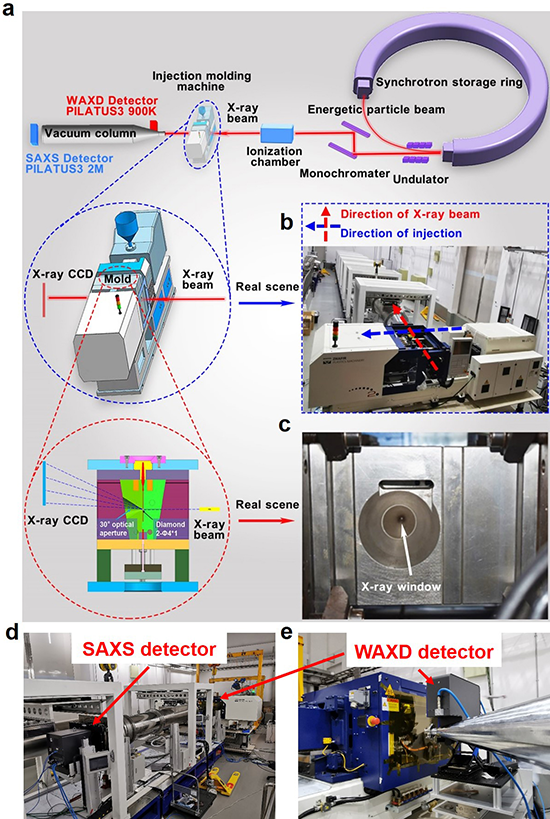
图1 (a) 注塑加工在线表征系统示意图;(b) 真实现场图,蓝色虚线代表注塑方向,红色方向代表X射线方向;(c) 模具图片;(d)和(e) 分别显示SAXS和WAXD探测器的设备现场照片
本工作基于该表征平台首次揭示了高密度聚乙烯(HDPE)、等规聚丙烯(iPP)在工业注塑加工外场下(强流场、高压力以及冷却梯度)的非等温结晶环境下的多种结构演变规律,包括结晶动力学、多晶型生长以及片晶的生长和取向。例如,在iPP及其加入β成核剂体系中发现,β成核剂加入到iPP中会呈现剪切和β成核剂诱导β晶生长的两种机理(图2 a,b),β晶的含量从3.74%(纯iPP)增加到18.72%(iPP/β)。并探究了注塑加工工艺对iPP/β体系β晶含量的影响,结果表明,高熔体加工温度会有利于β晶的生长(图2b,c,d),β晶的含量从18.72%(200 ℃)增加到31.07%(230 ℃);低保压压力下也有利于β晶的生长,β晶的含量从28.35%(25 MPa)下降到10.79%(200 MPa)。这些结果揭示了iPP及其β成核剂体系注塑加工中晶型竞争生长的过程,有望为β晶体增韧iPP体系注射制品的生产提供指导。

图2 不同熔体加工温度下iPP-1和iPP-1/β在注塑加工过程中α和β晶体的竞争生长。(a) 200°C时iPP-1;(b) 200℃时iPP-1/β;(c) 215℃时iPP-1/β;(d) 230℃时iPP-1/β。(a’)、(b’)、(c’)、(d’)分别为(a)、(b)、(c)、(d)的最终2D-WAXD图(x射线曝光时间1 s,注射速度100 mm/s,保压压力100 MPa)
此外,他们利用该高通量表征平台直接量化结晶时间,可以在线判断加工周期,确定了不同种类HDPE和iPP的注塑加工窗口(图3),为HDPE和iPP注塑工业效率的提高提供参考。其中,“红色区域”表示减缓聚合物结晶过程的加工条件,“蓝色区域”表示加速聚合物结晶的加工条件。一般来说,发现较高的保压压力缩短了结晶时间,有利于HDPE和iPP的晶体生长。相比之下,注射速率对结晶时间没有显著影响。注塑加工中的多加工参数与聚合物种类相互耦合,导致加工与结构之间存在典型的非线性关系。总之,该原位表征系统有助于高通量地绘制注塑成型加工窗口,进一步的研究有望揭示其背后的物理机制。

图3 结晶时间(Δt)对注塑加工参数的等高线图。(a) HDPE-1,(b) HDPE-2,(c) iPP-1,(d) iPP-2,(e) iPP-1/β的α晶和(f) iPP-1/β的β晶
原文链接:https://doi.org/10.1021/acs.macromol.3c00194
- 华南理工刘伟峰/熊勤钢 Macromolecules:粗粒化分子动力学模拟辅助表征天然橡胶-木质素复合材料的界面作用及其关键影响因素 2026-07-18
- 四川大学王玉忠团队 Prog. Polym. Sci. 综述: 对火反应表征驱动的AI辅助阻燃高分子材料设计 2026-07-02
- 浙江大学张林教授团队《Prog. Polym. Sci.》综述:聚酰胺膜表征与形貌调控 2026-06-23
- 中国化学会第七届高分子结晶研讨会将于2024年4月26日-29日在天津举行(第二轮通知) 2024-03-11
- 中国化学会第七届高分子结晶研讨会将于2024年4月26日-29日在天津举行(第一轮通知) 2024-02-04
- 川大塑料高性能化加工与装备课题组 Macromolecules:压力场下流动诱导高分子结晶及其在“定构加工”中的应用 2024-02-01
