�������������ɵ��ز��
����EDI����ģͷ��˾��һ��ƽģͷ����ι�Ͽ������������ͣ��ʱ�䡣����ι�Ͽ齫���Բ�ͬ���������������ϳ�һ�����ġ��в㡱�ṹ�����ɼ���ģͷ������Ŀ���Ʒ���ȡ�����UltraflowV����ι�Ͽ����������������������ڴ����пɵ��ڵġ������塱��
����������������ģʽ���Ӳ��������ȺͿɵ����ԵĽǶ����������Ǹ��в�ͬ�����ƣ��ֱ��ǣ�

����ͺ���ȣ�����Ultraflow V��Ĥ��Ƭ�ĸ��Ϲ���ι�Ͽ鲻��ʹ����������ι�Ͽ��м䰼�ݲ�λ����������壨����Ϊˮ���Σ����������м�������������
*����������Ҫ�Թ���ι�Ͽ���е������ɵ��������崦�����ɻģʽʱ���Ӽ�����������������ƽ��ѹ��ֱ�Ӿ����������λ�á����������������IJ�ͬ��������ѹ�������������дﵽ��ѹ���Ӧ��ƽ��״̬������һ������һ̨���������������������ĸı佫�ᵼ�����Ͻ���㴦�ĺ�����λ�õ����µ�����
*�Ż������档����ۺ����ڻ�������������ã����ܻ����ƻ����ṹ������������£����ֶ��ƶ��ɵ��ں����壬�Ծۺ���������������о�ϸ���ڡ��ɵ��ں�������������ᣬ���¶�ڹ���ι�Ͽ�����棬����������ɵ��ں�����ֻ����м����ã������������ɻģʽ����������ѹ�����в�ͬ�̶ȵ��˹����ڡ����������ᣬ�ɵ��ں������λ�þ̶����������ٱ仯��
��Ultraflow����ι�Ͽ���ҵ�ڵ�������Ʒ���ӹ�����ֻҪ�����ر�ӹ������ز��������Ҫ�ѹ���ι�Ͽ�����ɾ�ϸ���ڲ������UltraflowV����ι�Ͽ���������ú��������ʽ�����������ز����һ��Ҳʡ���ˡ����⣬������ι�Ͽ�ṹ���գ�������ϴ���ܷ��㣬�Ҳ�������������������������ơ��ڼ�����̨����ṹ�������棬UltraflowV����ι�Ͽ����Ʋ������ơ�
��Ч�ʵĹ�������ģͷ
����������������ĸ��ºͻ�����ʶ����ǿ�������ϱ�Ĥ��������˸��ߵ�Ҫ��㹲�����Ӽ���ͨ�����ֲ�ͬ���ϸ��ϣ���ʹ��Ʒ�õ�����Ҫ������ܺ���ۣ���������������ߡ����������ԡ������ȷ��Եȣ����ౡĤ��Ҫ���ڰ�װ��ҵ����Ҫ���ϵġ�ר�û��ĸߵ���Ĥ��
��㹲�����Ӹ��ϼ�����ģ�ߵļӹ����ȡ����Ⱥ�ģ���ľ��ȶȾ��м��ߵ�Ҫ��Ŀǰ���ڶ�㹲����Ĥ�������Ҵ��������ͣ�������㵽���֮�䣬����ģ����Ϊ�й�����Ĥģͷ��רҵ�������ң������Ϻ������ɹ�˾���ڵ������豸�����Ƴ��߲㹲����������ʵ����������Ƚ�������ͬ����
2009��������ϳɹ����Ƴ����㹲�����ϡ�������ʵ���˸��ϱ����IJ������ӣ���Ʒ�ɴﵽ��ǿ�������Ժ��൱Ч����ɫ�ʹ�ȡ�����һ����ͨ��Ĥ���ڲ�ͬ����������»�����������飬�������������ӣ���ѹ�����㱡Ĥ���м��ѵ�ճ�ԡ��������ԺͿ�˺����Ҳ�dz�ǿ�����ϱ�Ĥ���ָ���ɫ�ʵIJʺ�Ч����
���㽭�����û�������ȥ�궩�������׳���130��Ķ�㹲�����ϲʺ�Ĥ��Ʒ�ܺõ��������ն�����Ҫ�ü������豸�Ĵ��£�����������й���Ĥ�����ļ���ˮƽ�����Ʒ�������ڸü��������¢�ϵ�λ��
����һ����ҵ���ԣ�������ʳƷ��װ��������ӱ�ĤҪ����Ӧ�þ����������������ܡ�ˬ�����ܡ���������ܺͿ������ܡ�������Ҫ���⣬���¸߶˱�Ĥ��Ʒ�����ij��ҶԱ�Ĥ����ȡ������ƽ�����Ⱥͱ�Ĥ���㹫��������˸��ߵ�Ҫ��Ҫ�������߱������������ܵ����ӱ�Ĥ���ܴ�̶��������ں��ʵļ���ģͷ�����ģͷ���⼼������������ʵ�������ϸ��Ҫ��
����ȫ�Զ�ģͷ����ȫ��е�����������������ڲ������⣬�����Ӵ��������⼼�������ڱڹ��ȴﵽ��0.01��m����Χ��С��ֻ��0.0015��m��������ڷ����ձ���2.5m�Ĺ���ģͷ��������������Ĥ������ȫ�Զ�ģͷ�����ﵽ��4.6m���ܴ�̶����������ӱ�Ĥ������Ч�ܡ�
��ģͷ�䱸�˾��ϵ�ר���ɹ��������Զ����ơ�װ�ã�����ģ���¿�ϵͳ�����ߡ������ߡ�X���ߵ����������£���������Զ���������ȷ����ᷴ�����ݣ������������������˨��ģ���Ŀ��ں����Զ�����������Ч�Ŀ��Ʋ�Ʒ���ȡ�
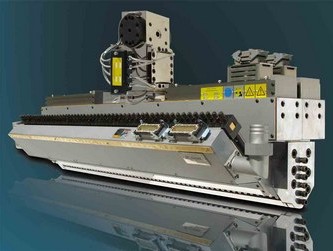
�����Զ���������Ĥģͷ��
��ÿ����20��ε�ɨ��Ƶ���У��ܹ��dz�ȷ�Ķ�̬��ʾ��Ʒ�ĺ�ȳߴ硣����õ��ǵ�ǰ�dz��Ƚ���ȫ�ջ�����ϵͳ���Զ����ϵͳ��ʹ�ò�Ʒ�ľ��������ڡ�2%���ڣ���Ʒ�ĺ����ڡ�2%���ڡ�ͬʱҲ���������õ������ԣ����Ը��ݿͻ�������ѡ����������װ�õġ��ڶ�ʽ��������װ�á������ʽ��������װ�á��������������˲�ͬ�Ď�������Ҳ�ܸ��õ�Ϊ�ͻ��ṩ�������������ֿ�����Ʒ�Ŀ��ܣ�ʵ�ָ���Լ������Ч��������
����ʳƷ��װ��ҵ�IJ��ϸ��£�����Ĥ�����IJ�������ȫ�Զ�ģͷ����ԴԴ���ϡ�2010��12�¾���ģ���յ���ݶ���������3.6���Զ�����Ĥģͷ5�ף�4.2���Զ�ģͷ2�ס�
���ʵ����ӱ�Ĥ��Ҫ���ʵ�ģͷ��ȫ�Զ�ģͷ��������������ʳƷ�����ӱ�Ĥ��������