摘要:本文主要介绍台达自动化产品在塑料床垫成型机控制系统上的整合应用。该控制系统结合台达HMI、PLC、变频器、温控器等自动化产品,操作直观、灵活,大大提高了系统运作效率,体现出台达自动化产品较高的性价比,得到了客户的充分认可,值得业界同行借鉴和推广。
关键词:控制系统;HMI;PLC;变频器
1前言
随着国家经济的快速发展,塑料制品已经越来越广泛地应用在工农业生产和大众生活众多行业领域内,塑料制品相对成本较低,性能也毫不逊色,人们日常生活中使用塑料制品的必需品也越来越多。塑料床垫制品也是人们生活中的必需品,市场需求旺盛,因此对于塑料床垫成型机的先进控制需求也越来越迫切。传统的电气控制设备存在精度低、安全性差等缺点已经逐渐为现代化自动控制设备所代替。现今塑料床垫成型机的控制系统自动化程度愈来愈高,根据设备不同会应用到不同种类的工业自动化产品,如:人机界面、PLC、变频器、伺服系统、编码器、温控仪表等各类产品。客户往往可以根据控制对象的不同选择相应的设备来进行控制系统的构建。
本文论述的塑料床垫成型控制系统是一个很好的台达自动化产品整合应用案例。基于台达的DVP系列PLC和变频器等产品,实现设备不同区域的温度控制和塑料成型速度控制要求,精度较高且稳定可靠,值得同行借鉴。
2工艺分析
塑料床垫成型设备机械部分分为机头部分和主机部分,化工原料添加进机头部分原料斗搅拌加温。经过在适当的工艺要求温度控制下,机头喷嘴加工生产出直径很细的圆柱形塑料丝。根据产品不同规格需要,更换模具可以改变圆柱塑料丝的直径。大量的塑料圆柱丝源源不断的输送到主机部分,主机部分不同区域温度要求控制不同,塑料丝经过模具加工处理,形成厚度、宽度一定的塑料圆柱丝网络交织的塑料成型制品。再根据设定的裁剪长度切割,从而可以生产出长度、厚度、宽度不同的塑料丝网床垫制品。台达正是针对该作业流程及特点,将旗下自动化产品进行了有效整合,成功应用于塑料床垫成型机控制系统。
3控制系统
3.1控制系统原理
系统的控制原理框图如图1所示:

图1 控制系统原理框图
塑料床垫成型机控制系统采用台达人机界面作为主站监控设备,充分利用人机界面DOP-A10THTD1三个通讯口。人机COM1(RS232)连接下位PLC控制器COM1通讯口,通讯交换工艺参数数据;人机COM2(RS485)连接机头控制系统12台温控表;人机COM3(RS485)连接主机控制系统11台温控表。人机界面可以设定不同控制区域温度SV值,显示温度PV值;PLC通讯口COM2(RS485)通讯连接7台变频器,PLC通讯写入变频器给定频率、变频器启动停止命令,读取实际输出频率;人机界面设定电机目标转速,读取电机实际转速。
3.2控制方案设备配置
控制系统技术方案的设备配置如表1所示:
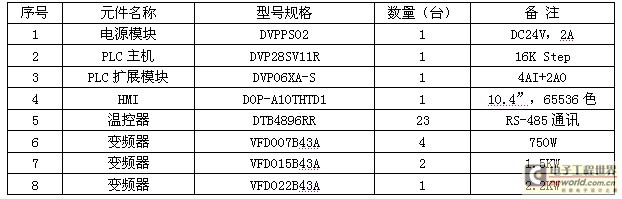
表1 控制方案的设备配置表
上述表格仅列举出控制系统主要元器件,此外还包括低压电器(低压断路器、电磁接触器、电磁继电器、按钮、指示灯等)、检测传感器(接近开关、行程开关等)、变频器通讯电缆等,此处均不予赘述。
3.3控制设备实物图
控制系统实物图如图2、图3、图4所示:

图2 控制系统接线图

图3 控制系统操作面板

图4 现场仪表显示面板
3.4控制程序
A、人机界面控制程序简要介绍如下:
主要分为主机温度控制、机头温度控制、变频电机速度控制、普通电机控制、变频器参数设置等画面,实现设备不同区域温度控制和塑料成型速度控制要求,同时可以监控设备工艺参数。
B、PLC控制程序主要分为下面几个部分:
1)拟量处理:接受机头控制柜内2路模拟量信号,经过数学转换后,1路作为直流调速系统电机旋转速度实时数值输出;1路模拟量传送给机头控制柜直流调速系统,做为速度给定命令;
2)控表启动停止控制;
3)裁断控制程序,根据设定长度不同,不同气动元件组合动作实现塑料网状成型制品快速裁断控制;
4)变频器通讯控制:包括变频器启动、停止命令,设定线速度(m/min)转换为频率给定数值(Hz),读取变频器实际输出频率(Hz)转换为电机运行速度(m/min)数值。
5)快速输送控制,裁刀程序执行之后动作。
通过上述程序的运行,可以实现整个塑料床垫成型机控制系统的有效控制,大大提供原系统的工作效率和可靠程度,并可实现远程安全控制。
4结语
根据客户设备技术要求,本塑料床垫成型机控制系统结合台达HMI、PLC、变频器、温控器等自动化产品,为客户开发了一套稳定可靠的生产线系统,受到了客户和使用单位的充分认可,再次证明中达电通是客户值得信赖的合作伙伴。运行实践表明,系统性能稳定,安全可靠,性价比高,值得业界同行借鉴和推广。