反应注塑(RIM)通过撞流混合,将反应性液态中间体进入模具时将其混合,从而使部件成型。与传统注塑不同的是,反应注塑通过在模具内实现交联或聚合化而形成固态部件,而不是通过冷却方式。这一工艺并不需要采用热模腔以激活反应。实际上,当中间体在热量下混合时会形成发热量,因此,RIM模具通常需要冷却。成型件脱模时间一般不超过20秒钟。
反应注塑工艺的开发源於聚氨酯泡沫技术。由於汽车市场需求的推动,使这一工艺在美国获得了巨大增长,而汽车市场仍然是反应注塑的主要用武之地。这一技术的进步来自汽车生产用材料和工艺的改进。不过,反应注塑在医疗器材行业也有较大用途,包括结构泡沫机柜部件、轮椅座、结构部件、可再用型泡沫病人定位件等。
反应注塑的优点
一般来说,采用反应注塑,可使结构钢件的重量更轻,例如汽车保险杠以及其它防振产品或减振产品中所用的各类强力回弹性塑料。
采用这一工艺,可降低维修费用、保险费用和燃料费用,从而使车主大幅度节省总体费用。
该工艺带来的社会效益是降低空气污染。美国国家科学基金会(NSF)一直支持反应注塑的研究。20世纪80年代,NSF支持的研究员开发的软件获得了商业成功。Union Carbide、DOD和NASA也提供了支持。
反应注塑的要求
设备
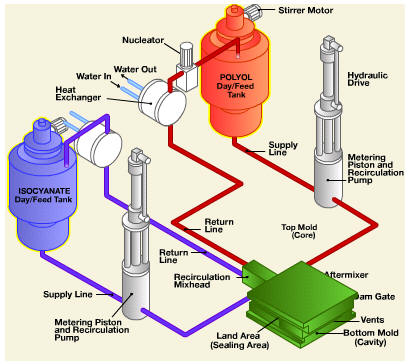
反应注塑设备最初由德国研制,现由多家厂商销售。反应注塑系统的基本元件包括:状态调理系统,用於准备液态中间体;计量泵系统,确保以规定的数量和压力泵送中间体;一个或多个混合机头,通过撞流混合方式混合液态中间体;载模架,使模具按要求取向,适时开模和合模,便於清洁和脱模。
与热塑性塑料注塑不同的是,反应注塑在充模过程中采用低粘度液体,仅通过内部产生的压力,即可灌制成部件。因此,反应注塑采用的注塑压力可低至50psi(热塑性塑料注塑的压力不低於5000psi),从而使合模力有限的小型机械也能批量生产较大的部件。基於同一原因,RIM模具比热塑性塑料工艺的成本低廉得多。但是,采用传统注塑标准制成的RIM模具成功率不高。RIM模具在填充低粘度液体方面有着独特的要求,采用其它工艺的模具难以适应。
反应注塑具有粘度低、模具压力低、模具成本低等特点,特别适合於短流程生产和样机生产。要反应注塑得到成功应用,因地制宜进行设备选型十分关键。设备选择所依据的主要参数包括:拟用材料的类型(如泡沫、弹性体等),生产部件的尺寸适合性和所需的产出率。随?技术发展,设备已得到了相应的改进。市场现有多项选择方案,其中之一是采用由多个混合头和设备组成的系统以解决多种加工局限性的问题。就设备而言,也有多种选择方案,包括各种混合头类型和尺寸、材料和模具温度控制、可编程式注射时间控制和流程控制警告等。
材料
率先采用反应注塑的材料是聚氨酯。但是,随着技术进步,许多其它材料现在也可采用反应注塑工艺。反应注塑可用於生产柔性泡沫、刚性泡沫和实心弹性体,具体根据采用的中间体而定。例如,反映注塑工艺已用於生产其它工艺无法加工的可再用型泡沫。反应注塑工艺具有较高的灵活性,客户可解决采用塑料、橡胶甚至钢材等其它材料时无法解决的问题。
加工参数
反应注塑中采用低粘度中间体是提高生产效率的一大优势,但是,这一工艺也有其不足之处。处理这一反应性或危害性原材料需要采用特种设备和程序,包括溢出清理材料。操作员应穿戴防护服装和眼罩,有时甚至需要佩戴空气过滤面罩。有些材料易於在室温冻结,因此,装运和存放应在温控环境下进行。
该工艺在填充时易出现气泡内藏,模具难於密封,使溢料更加严重。这些问题一般可通过仔细选材、精心设计模具及取向、注射时间和排气等予以解决。由於低粘度材料容易渗透模具,因此难以开发出适合於反应注塑的脱模剂。而且,最近颁布了禁止使用某些发泡剂(包括氯氟碳和氢氟碳)的条例,因此,必须进行广泛研究以寻求合适的代用品。
注塑商必须通过长期使用反应注塑工艺,以掌握化学操控、模具制造和加工参数等方面的特性才能成功。这些特性在不同的项目中各不相同,致使提供反应注塑产品的公司需经历较长的学习过程。
设计中应考虑的因素
可采用现有的嵌件和增强材料。增强材料包括玻璃纤维、废塑料、金属或木料。可添加填充剂,以改进成品的绕曲模量或降低加工收缩率。
