Hao Wang1, Hua Huang2, Yin-Xi Zhang2
(1 Chemistry and materials science Institute of Shandong agriculture university, No61 of Daizong Street Taian Shandong
2 Research Institute of Polymeric Materials,Shanghai Jiaotong University, Shanghai 200240, China)
Abstract: The effect of molding temperature and HAAKE mixture temperature on the mechanical ,water absorption and morphology property of soy protein plastics plasticized by glycerin, glycerin and water were studied. The best molding temperature is between 125-140℃. Using water as co-plasticizer we can get soy protein plastics with good mechanical property by using HAAKE mixture for the processing of soy protein plastics.
Keywords:soy protein; plastics; processing
1. Introduction
Plant protein is a readily available, renewable, and biodegradable polymer. Among plant protein sources, soy protein is relatively low cost with vast available supplies. Commercially available soy protein products include soy isolate(SPI), soy concentrate(SPC) and soy flour(SF). SPI, prepared by precipitation at pH 4.5, consists of more than 90% protein, whereas SPC, prepared by eluting soluble components from defatted soy flour, contains more than 70% protein and about 18% carbohydrate. Soy flour contains about 56% protein and about 34% carbohydrate. Approximately 90% of the proteins in soybeans are dehydrated storage proteins. Major components in the storage proteins are conglycinin (7S)(35%) and glycinin (11S)(52%). Both 7S and 11S proteins are of quaternary structures. The 7S protein has nine subunits with an average molecular weight of 100 000—200 000, whereas the 11S has three acidic and three basic subunits of ca. 350 000 and 600 000, respectively.
Soy protein plastics was first seen in France’s and England’s patent in 1913. By 1930 the impending Great Depression forced Henry Ford to look for ways to increase farm income to protect farm--related purchases of his automobiles [1]. Since 1950s, petroleum chemical technical has made great progress, and the petroleum--based plastics dominate today’s plastics market because of their high strength, lightweight, low cost, easy processability, and good water barrier properties. In the last years of the 20th century, people pay much more attention to the environment and renewable resources. This formed the great driven force which leads to develop a new kind ofbiodegradable green plastics using renewable natural polymers including soy proteins.
J.Jane etc. studied the effects of pH[2], moisture content[2], processing conditions[2], crosslingking agents[3], and cellulose[3](as a filler) on mechanical and physical properties of compression-molded soy plastics, and the morphology and biodegradation of the soy protein-based plastics[4]. Effects of polyhydric alcohols as plasticizers on mechanical properties of soy protein-based plastics have also been studied and reported[5]. Otaigbe and Adams Studied the composite of soy protein with polyphosphate, and their results showed enhanced strength, stiffness and improved water resistance[6].
I. Paetau etc. [2] studied the mechanical and water absorption of molded soy protein plastics with moisture content of 11.7% and of 11.3% treated with hydrochloric acid molded at 80--160℃. X.S.Sun etc. [7] studied the mechanical, water absorption property and the fracture morphology of molded sample (molded at 120--175℃) made from 7S, 11S globular and the mixture of them (1:1) which contain 10% moisture of them. More than that they investigated the curing process and mechanical properties of protein based polymers made from soy proteins after being cured [8]. J. Zhang etc. studied the mechanical and thermal properties of extruded soy protein sheets[9].
In this article, the mechanical property, water absorption and the fracture morphology of soy protein plastics sheet which is made from 50 phr glycerin plasticized ISP were firstly studied . The effects of molding temperature and the temperature of HAAKE mixer on the plastics property were reported. Secondly water and glycerin were used as co-plasticizer and the ISP plasticized by them were mixed in HAAKE mixer and then molded at 125℃. The effect of the temperature of the HAAKE mixer on the mechanical property, water absorption and the fracture morphology were studied.
2 Materials and Methods
2.1 Materials
Soy protein isolate was purchased from Protein Foodstuff Factory of ShanDong WuCheng Dawang Group Corp. LTD., and used as received. It contains more than 89% protein(dry basis), less than 7% moisture and 6.0% ash. Glycerin was reagent grade quality and was purchased from YongHua Special Chemical Reagent Factory of ShangHai. Pure water was obtained from ShangHai JiaoTong University’s Pure Water Factory.
2.2 Compounding
The mixture of the SPI, water and glycerin was stirred intensively and then prepared as following: method 1,glycerin plasticized SPI(100 phr SPI + 50 phr glycerin)compression molded in a press at different temperature for 30 min, the molding temperature varied from 60--160℃; method 2, water and glycerin co-plasticized SPI(100 phr SPI + 30 phr glycerin+ 50 phr water), the mixture was firstly mixed in the HAAKE mixer(Model Rheocord90) at different temperature and then compression molded in a press at 125℃ for 30 min.
2.3 Mechanical properties
The molded sheets were cut into dumbbell shape according to China GB1040, type Ⅲ. Co-plasticized dumbbell shape sheets were put inside a vacuum oven at 50℃ for 24 hrs.. They were kept in sealed plastic bags till tests. Mechanical properties were measured using an Instron Universal Test Machine (Model 4465). The crosshead speed was 50mm/min.
2.4 Water absorption
Water absorption test was conducted following the ASTMD570-81 with minor modification. The samples were placed in distilled water at room temperature. After the sheet was removed from water, the container was placed in an oven at 50℃ for 24h to evaporate the water. The residuals were water soluble contents. The weight gain of the sheet plus the weight of water-soluble residuals was counted as the total absorbed water. Three replicates of analysis were done for each sample.
2.5 Scanning electron micrograph (SEM)
The fracture morphology of the tensile sheets was reflected by SEM. Select the fracture surface of tensile sheets, gilding with gold, put on the craft and get the SEM photos.
3 Results and discussion
3.1 Effects of processing temperature on glycerin plasticized SPI
Figure 1 show the mechanical property of the molded sheets of glycerin plasticized SPI at different temperature. It can be seen that at 60℃ the blend can be molded into sheet, and the sample already has its tensile strength and elongation at break. When the temperature is risen to 125℃, both tensile strength(including Young’s Modulus) and elongation at break increase. 125--140℃ are the best molding temperature. When the temperature is risen higher to 160℃, tensile strength and elongation at break decrease, it maybe cause by the degradation of protein.
Figure 2 show the mechanical property of glycerin plasticized SPI plastics influenced by the temperature of HAAKE mixer. Results show that higher the temperature of the mixer, worse the mechanical property of the sheets. And also the mechanical properties become worse compared with the molded sheets directly (see figure1), especially the elongation at break decreased obviously. In fact, when heated, the protein molecule form gelatin, and the gelatin is thermoset[10]. While it is cooled, it can not return to its original state[11]. When the rotor runs, shear stress destroys the inter and inner molecule actions, that means the destroyed gelatin structure has been fixed. When it is molded again, most of the fixed gelatin structure can not restore, so it can not be molded again, and the mechanical property of the materials decreased.
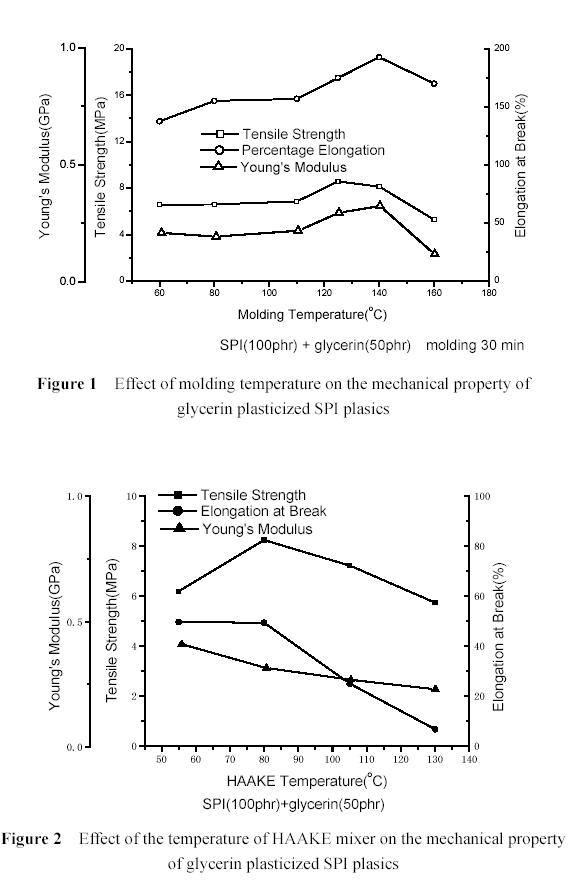
Figure3 give the water absorption of the SPI plastics influenced by the molding temperature. It can be seen that with the increase of the molding temperature , the water absorption of the plastics decreases. The higher temperature results in the more complete gelatin of the protein molecule, and the inter and inner actions are stronger, the molecules are more closer, this prevent the penetration of the water and so the water absorption decreased.

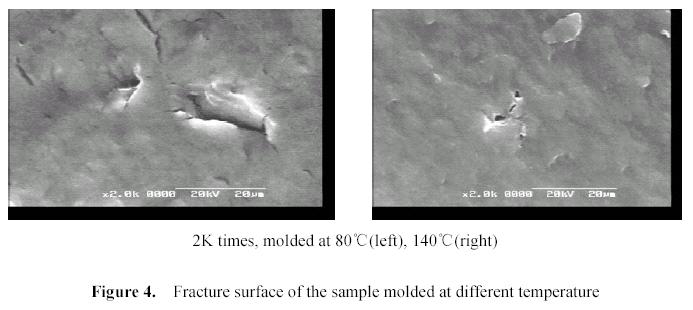
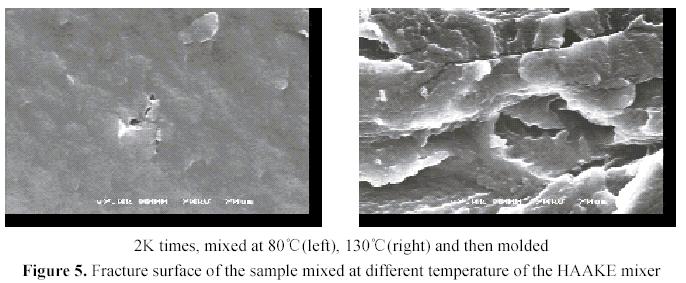
From the SEM(Figure4 and Figure5), we can see that: the bug on the fracture surface of the sample molded at 140℃ is smaller and the surface is smoother compared with the sample molded at 80℃. But the fracture surface is a bit like the brittleness plastics. And also the elongation at break is bigger than the molded sheets after been mixed in HAAKE mixer. The fracture surface of the latter sample is more like that of the toughness plastics. The surface of the sample mixed at 80℃ is more uniform compared with that mixed at 130℃ and without the obvious block. This may be the reason why the former sample has the better mechanical property.
3.2 Effects of the HAAKE mixer’s temperature on the property of water and glycerin co-plasticized SPI
Though we have already known that the mechanical property of the sample molded after having been mixed in HAAKE mixer is worse than that molded directly. In fact people always hopes that the production of the material can be a continuous progress such as extrusion etc.. The mechanical property of the sample only plasticized by glycerin mixed in the HAAKE mixer and then molded is worse. But water can be a good plasticizer for SPI, it can improve the soy protein plastics’ processability greatly which means that it can be extruded at lower temperature or molded into sheets[7,9,11]. Water and glycerin as co-plasticizer, molded the mixture into sheets after it had been mixed in the HAAKE mixer at different temperature. After that the sheets were put in vacuum oven at 50℃ for 24h. Then the mechanical property and water absorption of the sheets were measured. The result is shown in table1. It can be seen that the sheets being mixed at low temperature (the temperature below 80℃) have better mechanical property, the obvious feature is that they have longer elongation at break. But the water absorption is a bit higher, this may attribute to the more complete gelation of the sample being under higher temperature.
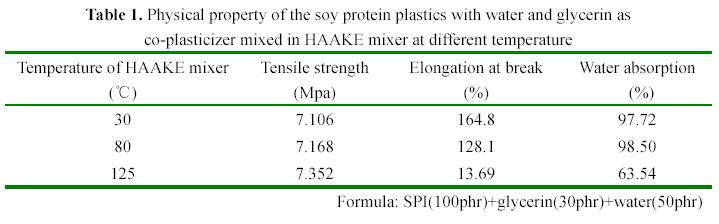
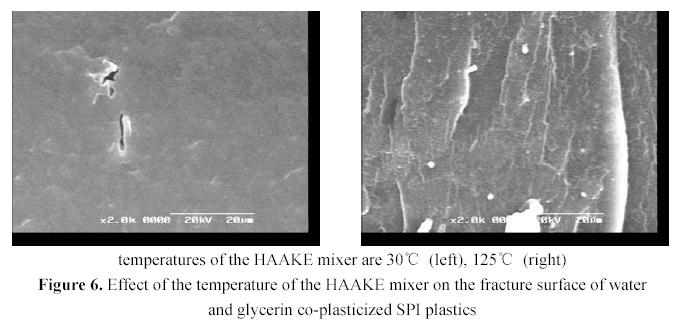
Figure 6 is the SEM photo of the tensile fracture surface. The fracture surface of the sheet being mixed at room temperature is smoother with small bugs and the fracturesurface of the sheet being mixed at 125℃ is coarser and the stress stripe of the fracture can be seen.
4. Conclusion
4.1 The mechanical property of glycerin plasticized SPI plastics enhances with the rising molding temperature. 125--140℃ is the better molding temperature. Rising the temperature higher, the mechanical property decreases.
4.2 Water absorption of the glycerin plasticized SPI plastics is also affected by the molding temperature. Water absorption decreased with the rising molding temperature.
4.3 The mechanical property of the glycerin plasticized SPI plastics mixed in HAAKE mixer is not so good as that of the sample molded directly. And also the higher temperature of the mixer the worse mechanical property of the sample.
4.4 Water and glycerin as co-plasticizer may improve the processability of the SPI plastics, and HAAKE mixer can be used for the preparation of the sample with good mechanical property.
4.5 The sample with the better mechanical property has the smoother tensile fracture surface observed by the SEM, whereas the sample with worse mechanical property has coarser tensile fracture surface.
Reference
1. David R. Erickson, Practical Handbook of Soybean Processing and Utilization, St.Louis,Missouri: AOCS PRESS and United Soybean Board, 1993, 387-391.
2. I.Paetau, C.Chen AND J.Jane, Biodegradable Plastic Made from Soybean Products.1. Effect of Preparation and Processing on Mechanical Properties and Water Absorption, IND. ENG. CHEM. RES. 1994, Vol.33(7):1821-1827
3. I.Paetau, C.Chen AND J.Jane, Biodegradable Plastic Made from Soybean Products.Ⅱ. Effect ofCross-linking and Cellulose Incorporation on Mechanical Properties and Water Absorption, Journal of Environmental Polymer Degradation,1994, Vol.2(3):211-217
4. H.J.Sue, S.Wang AND J.L.Jane, Morphology and Mechanical Behaviour of Engineering Soy Plastics, POLYMER, VOL.38(20):5035-5040
5. S.Wang, H.J.Sue AND J.Jane Effects of Polyhydric Alcohols on the Mechanical Properties of Soy Protein Plastics, JOURNAL OF MACROMOLECULAR SCIENCE, 1996, Vol.33(5):557-569
6. J.U.Otaigbe AND D.O.Adams, Bioabsorbable Soy Protein Plastic Composites: Effect of Polyphosphate Fillers on Water Absorption and Mechanical Properties, J. Environ.Polym.Degrad., 1997, Vol.5(4):199-208
7. X.S.Sun, H.R.Kim AND X.Q.Mo, Plastic Performance of Soybean Protein Components, JAOCS, 1999, Vol.76(1):117-123
8. F.Liang, Y.Q.Wang AND X.S.Sun, Curing Process and Mechanical Properties of Protein-Based Polymer, JOURNAL OF POLYMER ENGINEERING, 1999, Vol.19(6):383-393
9. J.Zhang, P.Mungara AND J.Jane, Mechanical and thermal properties of extruded soy protein sheets, POLYMER, 2001, Vol.42:2569-2578
10. Walraj S. Gosal, Simon B.Ross-Murphy, Globular protein gelation,Current Opinion in Colloid & Interface Science, 2000, 5:188-194
11. Leontine A. De Graaf, Denaturation of proteins from a non-food perspective Journal of Biotechnology, 2000, Vol.79:299-306
12. J.Jane etc., Soy protein-based thermoplastic composition for preparing molded articles, USA, 5523293, 1996, 6, 4
制备和加工对大豆蛋白塑料性能的影响
摘要:本文研究了模塑温度及不同HAAKE共混温度对甘油、甘油和水增塑的大豆蛋白塑料的力学性能、吸水性能及形态的影响。结果表明,最佳模塑温度是125-140℃,采用HAAKE共混工艺,并用水做共增塑剂得到的大豆蛋白塑料性能更好。
论文来源:1st International Conference on Technology and Application of Biodegradable Polymers and Plastics,October,2004
