近年来,同向旋转双螺杆挤出机迅猛发展,其产量、扭矩和转速大幅度提高,应用日益广泛。提高同向双螺杆挤出机生产效率、改善产品质量和实现设备的多功能化是实现其高性能化的基本要求,也是研发的难点所在。
提高生产效率
提高生产效率是新型同向旋转双螺杆挤出机开发研制的重要目标之一,它可以通过提高螺杆转速、增强塑化和混合能力等途径来实现。
在相同螺杆转速下,增大螺槽的深度可使输送量大幅度增加。与此相应地要求螺杆的塑化和混合能力也随之增大,这就要求螺杆能够承受更大的扭矩。在高的螺杆转速下,物料在挤出机内的停留时间减少,有可能使物料塑化熔融、混炼不够充分。为此,需要适当增加螺杆长度,这些又必然导致双螺杆挤出机实际承载扭矩和功率的增加。
增大螺槽自由容积也是一个重要的因素。在加料段和脱挥段,螺纹元件具有大的自由容积是非常必要的,对于松密度物料,增大加料段自由容积和物料在螺槽中的充满程度,可大幅度提高挤出机的生产能力。
提高扭矩和转速,需对减速分配箱进行精心设计。要大幅度地提高设备的扭矩指标,必将对传动箱的设计和制造水平提出更高的要求。扭矩越高,传动箱中齿轮、输出轴、轴承等零件的设计、制造精度、材质强度和热处理要求就越高,同时对螺杆的芯轴、螺纹元件和捏合盘等零件的设计制造精度要求也更高。因为要增大螺纹元件的自由容积,在螺杆外径不变的情况下,两螺杆中心距将减小,这必将使配比齿轮和止推轴承安装空间不够的问题变得更为突出。
提高产品质量
要得到高的产品质量,挤出机核心部件――塑化系统的设计关系重大。
塑化系统主要包括螺杆和机筒,为适应多种加工要求,通常都将螺杆和机筒设计成积木式组合结构。按照各段的功能可将螺杆分成加料段、塑化段、混炼段、排气段和挤出段。这些区段在挤出过程中具有不同的功能,其结构各不相同,与之相应的螺杆元件几何参数也各不相同,因此如何确定螺纹元件几何参数成为塑化系统设计的关键。
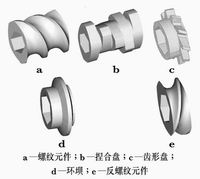
图1 笔者利用同向旋转双螺杆三维实体造型程序设计的螺纹元件
对同向旋转双螺杆来说,中径比(即两螺杆中心距与螺杆半径之比)、螺纹头数以及螺纹顶角之间存在一定的关系,不可随意设计,否则两螺杆之间会发生干涉。为解决这一问题,笔者根据两螺杆的运动轨迹得到螺杆的理论端面曲线,利用大型计算机辅助设计(CAD)软件的三维实体造型功能,编制了双螺杆几何造型程序,实现了双螺杆三维实体图形显示,得到了各类规格自清式螺纹元件的几何参数,并检验两螺杆的啮合情况。此外,还结合工程实践,借助于计算机,完成了有间隙的双螺杆三维实体造型,可以用来检验两螺杆的间隙是否均匀,使物料在螺杆运动中无死角,即保证螺杆具有较强的自清能力,能有效地防止物料在机内停留时间过长而降解,这无疑为制造高档、优质的塑料产品提供了良好的加工手段。
由于螺杆转速的提高,物料在挤出机内的停留时间缩短,为了使物料能得到更充分的塑化和混合,并能使物料温度上升过程变得缓和,得到高质量的产品,除了需要进行螺杆元件的优化组合外,还需要增加螺杆的长径比。但L/D增大,对机器的制造精度和驱动功率以及螺杆芯轴的承载扭矩的要求提高,在制造技术和结构设计上要求有更高的水平。
此外,对排气段螺纹元件进行优化组合,在排气口前设立建压元件,并采用大导程螺纹元件,可以提高脱挥效率;另外,在机头与挤出机间采用熔体齿轮泵建压,使得挤出机计量段末端压力降低,螺杆有效充满长度缩短,有效排气长度加长,又能在一定程度上提高排气效果。
实现多功能化
随着双螺杆挤出机的工艺用途越来越广泛,在挤出机内除了要完成一般的加料、输送、压缩、塑化、混炼、排气、均化等工序外,往往还要求完成脱水、干燥、降解、反应挤出等多种工艺,并要求双螺杆挤出机具有多路喂料和多级排气等功能。为了满足用户的不同工艺以及快速更新产品的要求,在塑化系统的设计过程中要着重于不同螺纹元件、机筒以及加料系统的开发工作。除开发四类螺杆元件用于不同组合外,还需设计不同类型的机筒,除了用在塑化、熔融和均化段的一般的封闭机筒外,还有带有上开口的加料机筒、带有侧开口的侧向加料机筒以及玻纤、抽真空机筒,如图2所示。
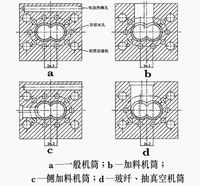
图2 各种机筒筒图
加料机筒设计成加料口为楔形间隙形式,在加料口的侧壁与螺杆表面形成一个直到加料口底部中心的楔形间隙,使物料能够顺利地被旋转带入挤出机内。侧向加料机筒是为加入炭黑等难加入的物料或不宜在螺杆内停留时间过长的易分解助剂而设计的,而辅加料机筒是为加入玻璃纤维等添加剂而设计的。在排气机筒上,排气口垂直向上,排气口的中心线沿螺杆旋转方向偏移机筒中心线一定距离,从而减小物料因离心力的作用而被转动的螺杆从排气口甩出的可能性。
设计自清的、高容积同向旋转双螺杆定量加料器,它与侧向加料器液体注入器配合,可以得到比常规用的经搅拌器预混合,然后与基料一起通过主加料口加入到双螺杆挤出机的工艺更好的混合质量,并能在一定程度上提高产量。
还可设计多路排气装置,如自然排气和抽真空排气系统,将混合过程中的挥发分排出。用多级排气口可以排出大量的挥发分,可以将聚合和混合的中间步骤省掉,提高生产效率。
对于具有多路喂料和多级排气的挤出机来说,配置的长径比要大,为36~48,并能根据用户加工工艺要求进行自由调节。
要求机筒和螺杆具有高耐磨功能。螺纹元件和捏炼元件需采用高耐磨硬质合金制造。当用于玻璃纤维增强加工时,比常用的氮化钢寿命长6~8倍。机筒采用双金属衬套来提高耐磨性,可延长机筒的使用寿命。双金属衬套是在普通钢材或低合金钢的筒体内壁复合一层厚1.5~2.0mm的SL100高耐磨型合金,再经特殊机械加工而成,合金层硬度达HRC58~64。